



주소
Dongxi Road의 East Side, Linping Hangzhou, China.
Dongxi Road의 East Side, Linping Hangzhou, China.
86-571-86157772
86-571-86157772

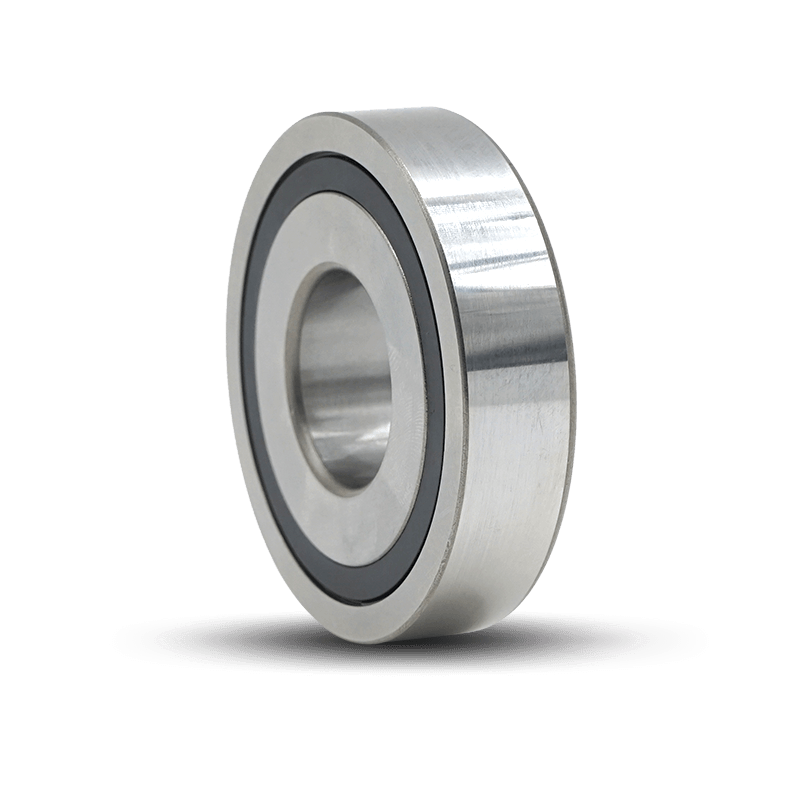
.jpg "6007-2RS 35*62*14mm 가정용품 광선 볼베어링 깊은 강저 볼베어링")





Dongxi Road의 East Side, Linping Hangzhou, China.

86-571-86157772(종합기계) / 86157773 / 86157641 / 86157645

Copyright © 항저우 Huaxing Kechuang Holding Group Co., Ltd. All Rights Reserved.
